In a research project on mechanized gas-shielded metal arc welding with adaptive penetration control and monitoring technology, the cooperation of several industrial partners and the Institute for Materials and Joining Technology at Otto von Guericke University enabled competencies to be bundled and new standards to be set.SMELA supplied the actuator for the controlled pendulum movement of the welding torch. By optically monitoring the seam, variable seam widths can be oscillated and thus compensated for even when the welding tractor drifts over the positionable stroke of up to 56 mm.
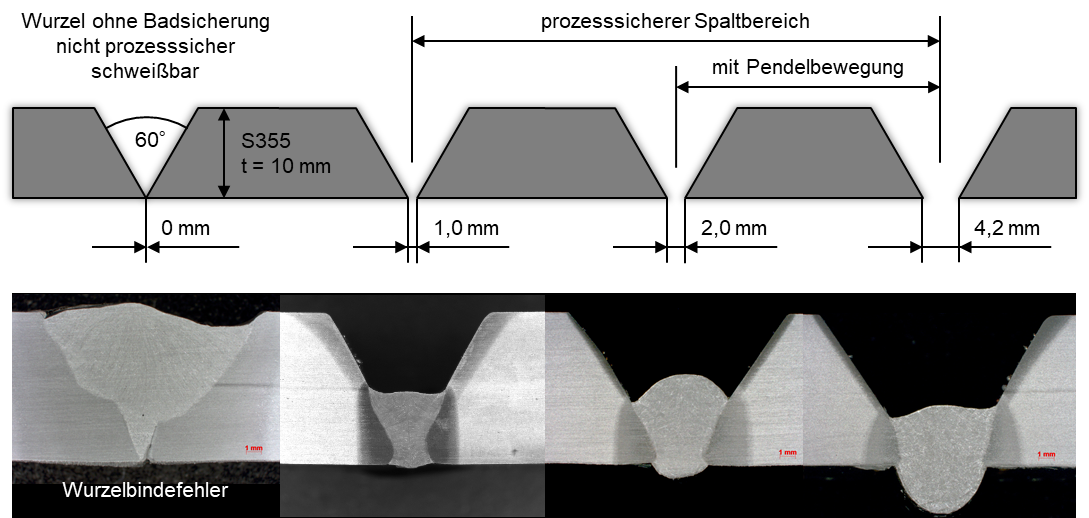
MAG welding of a V-seam root without a pool fuse is still a challenge for a fully mechanized welding process. This is why this work step is either left to the welder or recourse is taken to a pool fuse. Successful use of a fully mechanized system requires precise adaptation of welding power and welding speed to the seam geometry. The tolerances typical in steel construction pose the challenge of varying the process parameters over a wide range. To ensure economical operation without process interruptions, the process must also be monitored and, if necessary, controlled.
The development work of such a sensor-based control system for the automated MAG root welding process involves various challenges that often exceed competencies and personnel capacities on the part of the welding technology users.
In the project "System for mechanized gas-shielded metal arc welding with adaptive penetration control and monitoring technology (S-MAUT 4.0)" the proven welding tractors of iweld Systems were equipped with a new commuter function by the SMELA actuators. Managing Director Dr. Pinkernelle (iweld) has been supplying tractors to national and international industrial customers for more than 20 years. He, as well as SMELA, has intensively accompanied the step towards further automation with hardware and know-how.
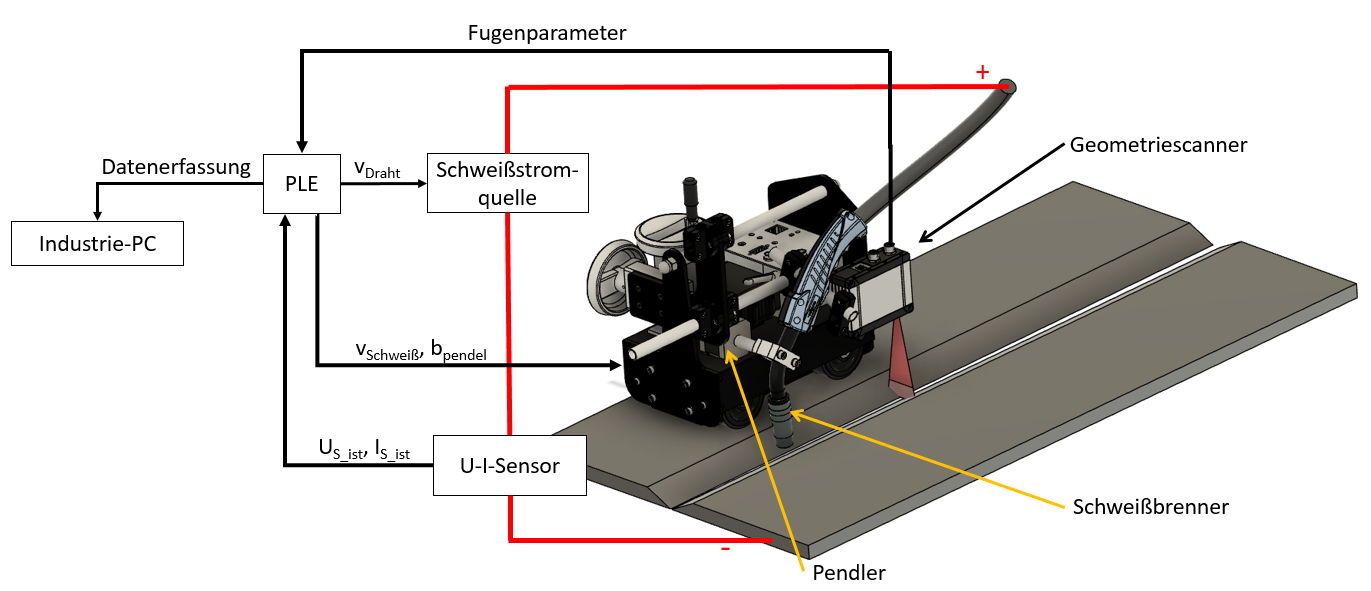
The system integration and conception with project-accompanying design of the electronics and programming was mainly carried out by FSH Automation GmbH from Magdeburg. In the setup, the states of the joint geometry and the process are determined by means of sensors. For process-reliable welding of the V-seam root without bath protection, the parameters wire feed speed, welding speed and pendulum width are adjusted as a function of the gap.
Controller behaviour
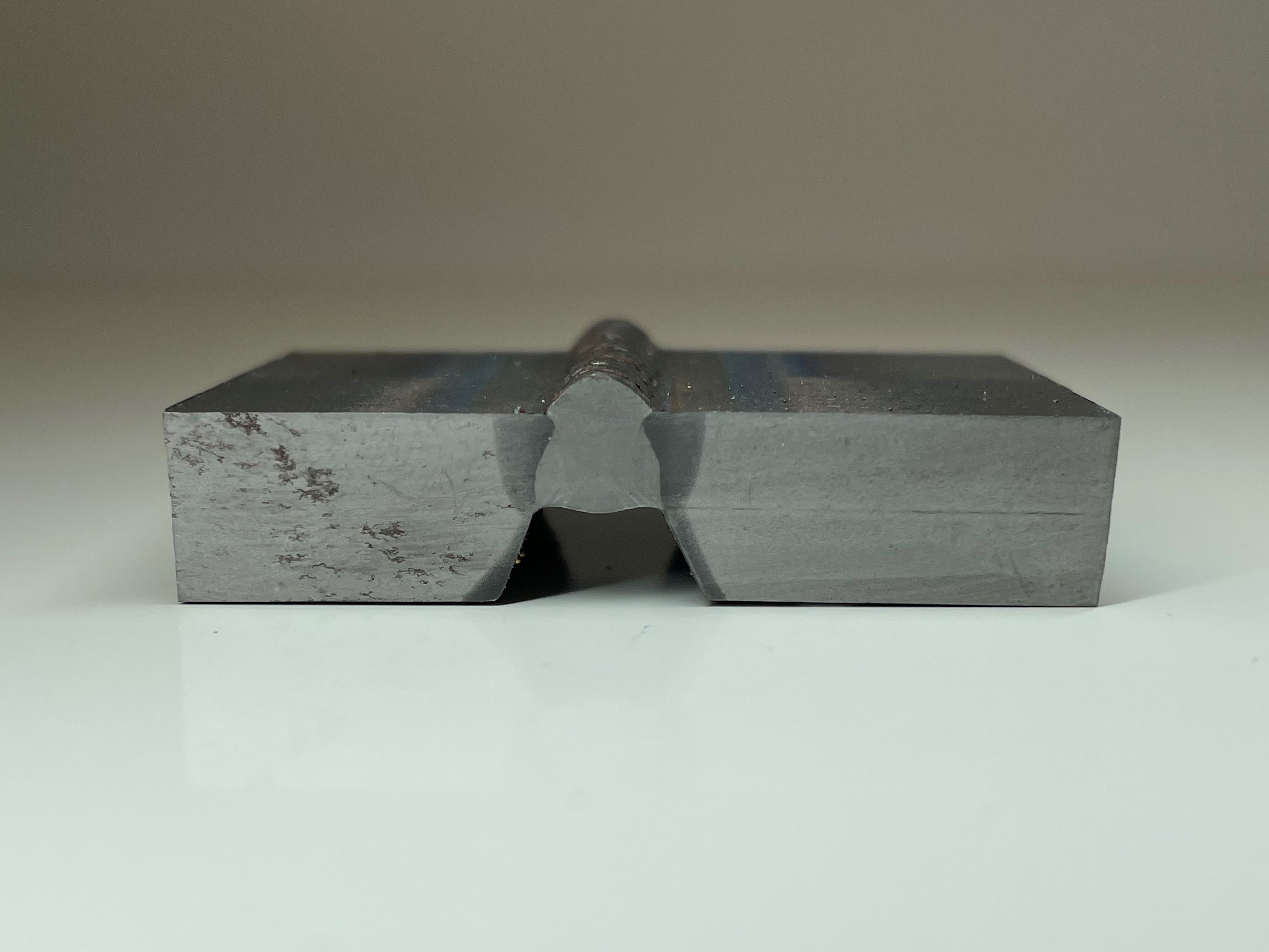
To compensate for instabilities in the welding process, which is controlled by sensor fusion of the signals from the laser triangulation sensor and the current/voltage sensor, the programmable logic unit (PLE) intervenes in the welding process in a regulating manner. The aim is to weld a root without fusion defects and without causing a burn-through. As soon as the PLE detects an impending burn-through, the welding power is briefly reduced and the welding process is returned to the stable range.
Result
The V-seam root could be produced process-safe for gaps in the lower single-digit millimeter range. Compared to the products available on the market, it was thus possible to create a system for the shuttled welding of a V-seam root on structural steels with varying gap dimensions without a pool fuse.
The compact design achieved by the tractor used and the liteECO® actuators allows the entire system to be installed in modular form, which permits decentralized use on the component and represents a flexible solution with low system expenditure, especially for large, heavy components.The commuter was developed independently of the tractor control system and can be used flexibly in different systems and plants.
Source: Excerpts from "Sensor fusion in adaptive MSG welding in steel construction", Hieke, Sebastian; Schlosser, Benjamin; Imkhaimer, René; Jüttner, Sven; Leidhold, Roberto;In: DVS Congress 2021/ German Welding Society and Related Processes - Düsseldorf: DVS Media GmbH, 2021 . - 2021
Involved partners:
Mansfeld Anlagenbau und Umwelttechnik AG
Institut für Werkstoff- und Fügetechnik
FSH Elektrotechnik GmbH
Welding tractor: iweld systems
Pendulum actuator: SMELA GmbH
Project: System zum mechanisierten Metall-Schutzgas-Schweißen mit adaptiver Einbrand-Regelungs- und Überwachungs-Technologie (S-MAUT 4.0)
sponsored by: funding from the European Regional Development Fund and the state of Saxony-Anhalt.
